Ever since the establishment of the company, efforts have been made to thoroughly refine DENSO monozukuri. The approach to these efforts has always been to anticipate the era to come. This started from efforts to shift to the in-house production of equipment and also included the next-generation product research group, in which design, production engineering, and manufacturing work in unison. Other efforts have included the development of high-precision processing and highly functional materials that do not exist anywhere else, and the development of flexible production systems to respond to production fluctuation. There has been 1/N development to dramatically increase productivity and accelerate overseas expansion, efficient factory activities using all-member participation to aim for overwhelming production site strength and efficient plants, and factory IoT activities that combine the fundamental strength of the production site with the latest digital technology.
1949
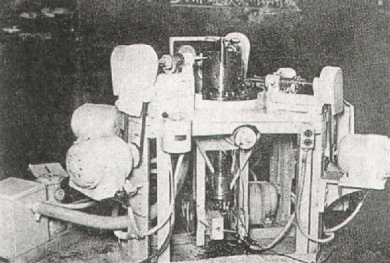
Produced the "Special purpose machine for yoke drilling," the first in-house production of a special purpose machine
Special purpose machine for yoke drilling
1961
Mar
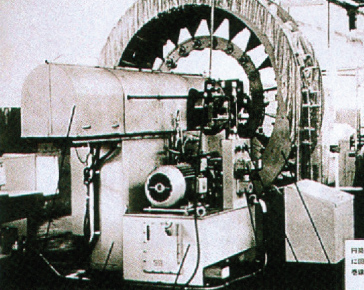
Completed the "Automatic coil winding machine for dynamo armatures"
The first transfer line focused on high efficiency, high quality, and differentiation
The automatic coil winding machine for dynamo armatures that became the first fully automatic coil winding machine produced in-house (1961)
1967
Completed the window washer motor assembly line for the Ford Motor Company
Published the "Production control handbook"
1968
Opened an IC research laboratory and established a system for the complete in-house production of semiconductors
1971
Started the introduction of the Toyota Production System (TPS)
Oct
Received the award for excellent plant maintenance from the Japan Institute of Plant Maintenance
Monument and fir tree to commemorative winning the PM award
1972
Started the "Next generation product research group"(Jikigata-Ken)
In the next generation product research group, the product development team and the production technology development team came together from the product development stage. They studied product development, production technology development and equipment development. When next-generation products were developed with an eye to the future, this meant that large investments in conjunction with the development increased, and the plant was filled with energy and activity. The method of concurrently pursuing product development and production technology development became established as the DENSO style of monozukuri.
1973
Started the "Production Engineering Meeting (PEM)"
The purpose of these meetings was to learn from the Bosch manner of doing things. The meetings alternated between Japan and Germany and were held a total of 13 times over a period of 35 years.
1979
Mar
Received the 25th Okochi Memorial Production Prize for the "multi-model random flow high-speed automated assembly line for car instruments"
1983
Started "Company-wide TIE education"
The name "TIE" was created by adding "T" (Total) to the conventional "IE activity." This "TIE" education was then started for the manufacturing-related departments.
1984
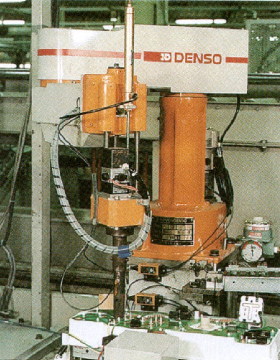
Started the "Project for the practical use of robots"
The compact horizontal articulated robot developed in 1983 to quickly assemble lighting parts in meter products
Started full-scale overseas production, beginning with DENSO MANUFACTURING MICHIGAN, INC. (DMMI), established in Michigan, U.S.
1997
Apr
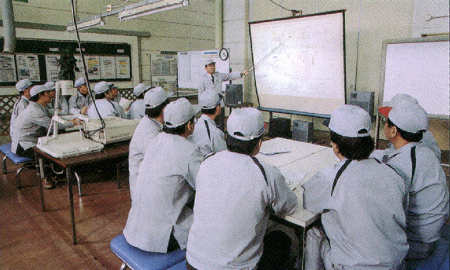
Developed the Efficient Factory (EF) activities
This is Kaizen activity with all-member participation, communicated from the production sites and led by the Plant General Manager. The aim is to create plants where problems are easily identified, such as by conducting Kaizen activity for plant-wide optimization, and careful verification before starting up a line. Having all the employees continue to improve the problems that have become apparent makes it possible to develop human resources with strong improvement capabilities, and to aim for world-class competitiveness.
Efficient factory activity led by the Plant General Manager
1998
Introduced the "telegraphic Kanban (e-Kanban)" using QR codes
This was introduced between the Meter Manufacturing Division and Toyota Motor Corporation's Tahara Plant and was the first in the industry.
2003
Installed the "1/N die casting machine"
We installed 1/N equipment and 1/N die casting development machines that reduce items such as the equipment cost, energy cost, and lead time to 1/2, 1/3, and 1/4 of the conventional value.
Opened the "Asia parts engineering center (PEM)" in Thailand
This center is responsible for supplying high-difficulty parts and will contribute to the self-reliance of monozukuri in ASEAN.
2005
Mar
Started the "Integrated prototype and mass production activity"
Activities to overcome issues from the stage of prototype production and to reflect them in mass production
Started the "CS3: Compact, Simple, Slim, Speed) activity"
2012
Jan
Started the "DANTOTSU plant" project
2015
Started the "Factory IoT (Internet of Things) project"
This project analyzes a large amount of data obtained from people, items, and equipment, and converts it into useful information such as "signs of equipment failure" and the "know-how of skilled persons." By providing that information to the people who want it, when they want it, and in the form they want it in, the activity contributes to the acceleration of improvement activities and to the growth and development of the personnel. The goal is to connect approximately 130 plants globally to realize productivity enhancement throughout the group.
2020
May
Started distributing "DENSO-made masks"
Dec
Announced target of net zero CO2 emissions by 2035
2021
Started the "Energy and monozukuri transformation" as the basic strategy for carbon-neutrality in monozukuri